加工中心切圓的一種異常現象分析
加工中心的工作精度是檢驗機床整機性能的重要指標,通過對被加工件的檢驗及分析,可以對整機的各個性能作出較全面的判定。如果通過對加工件的檢驗發現有問題,那么此時判定被加工件的形狀就變得非常重要,只有明確判定工件的形狀,才能就此展開對機床的性能進行分析。下面就加工中心切圓時出現的一種異常現象作如下介紹分析。
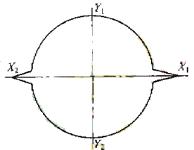
圖1 |

圖2 |
在用雷尼紹激光干涉儀對某立式加工中心所切的圓進行檢驗時,屏幕上出現了圖1所示的形狀。立式加工中心進行切圓加工是通過X軸與Y軸聯動插補來實現的,從移動速度上來說由Y1到X1的過程是機床Y軸速度越來越快,當到達X1點時達到最快,而X軸是越來越慢,X1點是機床X軸反向點。從Y2到X2點也是同樣的過程。而恰恰就在X1和X2點上出現了兩尖點,首先從圖形上看,可以肯定是X軸在反向時出現了問題。那么X軸怎么會在反向時突然向外跳動然后又迅速拉回呢?如果真是這樣的話,那么只有一種可能,就是系統出現了問題,在X軸反向時系統給出了一個向外跳動的指令,但這一假設是不可能的。之后又用百分表進行測量,在X1及X2點處的確出現了跳表。經過認真仔細的分析,最終確認在X1及X2處發生的實際情況如圖2所示,當X軸到達X1及X2點時,X軸根本沒動,而此時Y軸卻一直在進行著插補運動,當Y軸運行了Ya距離后,X軸卻突然運行了Xa段距離,得出這一實際情況后就可以對機床進行現象分析了。 作為X軸在Y軸運行了Ya距離的同時,X軸的電動機也同時做著插補運動,而X軸不動,說明此時的機床低速特性非常差,可以肯定機床的失動量非常大,而造成這一現象的根本原因是機床電動機慣量與機床移動件的移動慣量的匹配不恰當。移動件的慣量一般而言,不應大于電動機慣量的3倍,如果超出3倍,將造成機床的定位精度超差或機床失動量過大。分析圖2,X軸突然運動Xa是由于此時X軸運動最慢的時候,其每次運動的插補補償值非常小,由于X軸的失動量太大,那么雖然電動機在動,但移動件并不移動,當電動機的運轉達到一定數值后,X軸卻突然跳動,就造成了圖2的結果。之后通過計算也證明了這一判斷是正確的。 通過這一次實踐說明,儀器是可以檢驗出機床的異常現象的,但必須對儀器中顯示的圖形進行仔細的分析,才能得出正確的結論。
 閺夈儱顔�[不是我]
閺夈儱顔�[不是我]