加工中心編程與注釋
加工中心編程與注釋
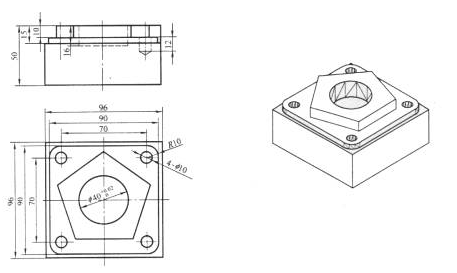
實例為在預先處理好的100mm×100mm×100mm合金鋁錠毛坯上加工圖1所示的零件,其中正五邊形外接圓直徑為80mm。
實例為在預先處理好的100mm×100mm×100mm合金鋁錠毛坯上加工圖1所示的零件,其中正五邊形外接圓直徑為80mm。
一、工藝分析
本例中毛坯較為規則,采用平口鉗裝夾即可,選擇以下4種刀具進行加工:1號刀為Ф20mm兩刃立銑刀,用于粗加工;2號刀為Ф10mm中心鉆,用于打定孔位;4號刀為Ф10mm鉆刀,用于加工孔。通過測量刀具,設定補償值用于刀具補償。
該零件的加工工藝為:加工90mm×90mm×15mm的四邊形→加工五邊形×加工Ф40mm的內圓→精加工四邊形、五邊形、Ф40mm的內圓→加工4個Ф10mm的孔。
二、編程說明
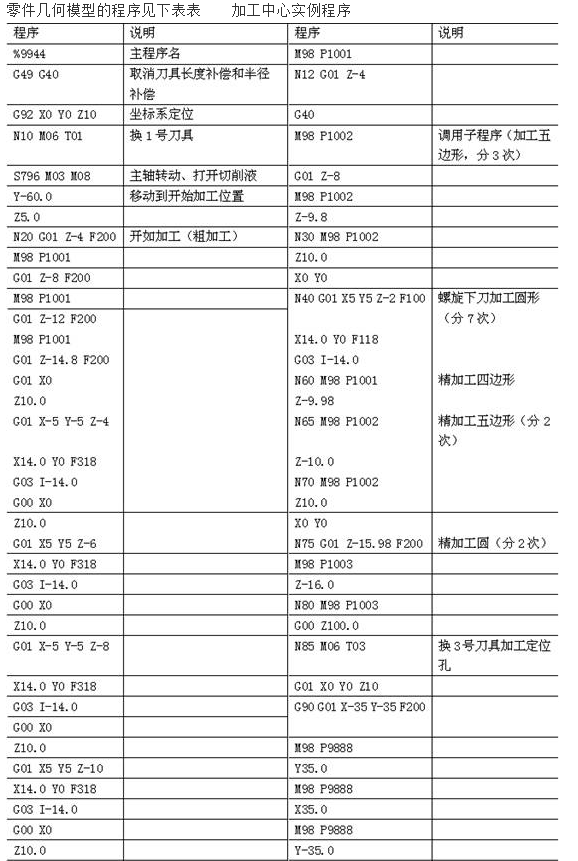
手工編程時應根據加工工藝編制加工的主程序,零件的局部形狀由子程序加工。該零件由1個主程序和5個子程序組成,其中,P1001為四邊形加工子程序,P1002為五邊形加工子程序,P1003為圓形加工子程序,P9888為中心孔加工子程序,P9777為加工孔子程序。
用CAD/CAM軟件系統輔助編程。首先進行零件幾何造型,生成零件的幾何模型,如圖9-23所示。然后用CAM軟件再生成NC程序。本例先從Pro/E中造型,用IGES格式轉化到MasterCAM9.2中(也可以直接用MasterCAM進行零件幾何造型),由MasterCAM生成NC程序。
三、精工程序及注釋
 鏉ュ[不是我]
鏉ュ[不是我]